MFC/MFM (マスフローコントローラ) 2008年10月01日
液体の充填装置では、投入する液量をいかに正確に計測し、制御し、実際の
混合などが不具合なく行うことができるか?
突き詰めておられます。
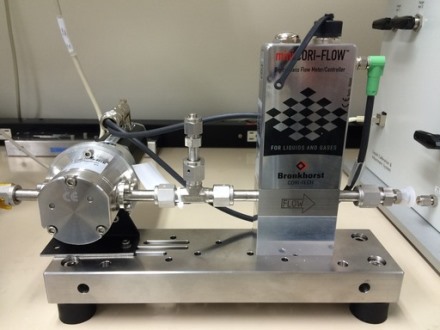
送液ポンプ+コリオリ式マスフローシステム
このシステムを利用すればできます!
送液ポンプを正確に回転数制御し、さらに実際の液体の流量を超精密に計測
することができます。
本来、ポンプの弱点である容積式の誤差を、超精密流量計であるコリオリ式
マスフローで質量補正し、精密充填が可能になります。
マスフローコントローラー、マスフローメーター
圧力コントローラー、コリオリ式マスフローまで
川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
ありがとうございます。
今日の埼玉川口のお天気は?
10月1日 水曜日
天気 雨のち晴れ
ボンベ庫の温度 朝16℃、昼16℃、夜15℃
です。
朝、自宅の布団から抜け出難い季節になりました。
あと5分。
あとちょっと。
これがに最高に気持ちの良い瞬間ですよね!
今日の環境情報は?
アジアでは2020年までに5000万人が新たに食糧不足に
苦しみ、特にサハラ砂漠以南のアフリカは水不足や食糧難で
政情不安や民族紛争が拡大すると予想されています。
アメリカでも、沿岸部の製油所や核関連施設、軍事関連施設
が、温暖化で多発・激化する暴風雨で損害を受け、米国土
安全保障にも影響を与えると指摘しております。
真空の知恵 2008年09月30日
マクラウド真空計は、U字管マノメーターの測定圧力
を 10 -1Pa まで拡大した真空計です。
絶対圧力を重力の加速度とか比重など正確に知られた
物理量のみでもっとも低い圧力まで計測できるのだそうで
す。マクラウド真空計は前述したように実測圧力を一度圧
縮して計測しますので、その結果を圧縮比で逆算して求
める方式なので凝縮性の気体は測定できないようです。
この真空計は、実用的な真空計ではなく、真空度の標準
に使用されることが多いようです。日本の真空圧力の国家
標準は、電子技術総合研究所の標準マクラウド真空計が
1〜10 -2Pa の範囲で ±2%の精度をもって絶対圧を
標示する原器となっています。操作する人の技量によって
低圧部の精度が大きく異なることもあるようですので、この
計器は実用真空計ではなく、他の真空計を校正するために
用いられる場合が多いようです。
真空ポンプ、真空配管、真空リークテストなど
川口液化ケミカル株式会社までご相談下さい。
TEL 048-282-3665
ありがとうございます
今日の埼玉のお天気は?
9月30日 火曜日
天気 あめ
ボンベ庫の温度 朝15℃、昼16℃、夜15℃
です。
テニスのプロ選手で、錦織圭選手が活躍していますね。
アメリカの有力選手を輩出させたテニスアカデミーの出身で
これから世界を舞台にひょっとしたらひょっとするかもしれない
逸材なのだそうです。
応援していきましょう!
今日の環境情報は?
アメリカCIAなどで、温暖化進行で「安全保障に影響」と報告しています。
アメリカ中央情報局(CIA)などで組織する国家情報会議は、地球温暖化
の進行がアフリカやアジア、中南米の途上国で民族紛争や環境難民
を拡大させ、アメリカの安全保障が重大な影響を与えるとして報告書を
まとめております。
真空の知恵 2008年09月29日
水銀柱で高さが760mmが大気圧に相当します。大気圧と
真空の圧力との差を水銀柱の高さの差で直接読み取る形式の
真空計を水銀U字管マノメーターと呼ばれます。気体を分縮して
より低圧までの領域を測定可能にしたものをマクラドウ真空計
と呼ばれております。
U字管マノメーターは、真空圧を直接測定するものであるから
絶対圧真空計です。真空度の標準の基準圧力計としてこのU字
管マノメーターが使われているそうです。日本の国家標準も大気
圧から10 3Pa の圧力範囲では水銀柱の高さを光干渉方式で
精密測定する水銀マノメーターが標準気圧計として、計量研究所
に設置されています。実用真空計として、保存装置などの10 3Pa
程度の圧力表示器として利用されています。
真空チャンバー、真空溶接加工品、真空ポンプなど
川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
ありがとうございます
今日の埼玉川口のお天気は?
9月29日 月曜日
天気 あめ
ボンベ庫の温度 朝22℃、昼15℃、夜16℃
です。
王寺駅近くの飛鳥山を周回する北本通りで、土を満載した
ダンプカーが横転していました。
ダンプが横倒しになることもあるんです。
注意一秒怪我一生。
今日の環境情報は?
信号制御や税金で渋滞を減らすことに成功した世界の街
全米で信号交差点の1/5で導入され、他にも渋滞税として
都市部に昼間に乗り入れる場合1600円を払うロンドンの制度
や一人乗りマイカーは通行料1000円を支払うアメリカの
ヒューストン、デンバー、ミネアポリスなどでの導入が進んでいます。
真空の知恵 2008年09月28日
ご存じのとおり目には見えませんが空気中にはたくさんのガス
が存在しています。たとえ真空ポンプでガスを排気していっても
究極的に真空中にガスが残っています。
その真空中のわずかなガスの種類とそれぞれのガス(気体)の
存在する圧力を計測する機器を「分圧計」といいます。この名称は
真空度を計測するのが「真空計」といい、真空計を「全圧計」と呼
ばれるものに対しての「分圧計」ということになります。
分圧計は、質量分析型と発光分析型とに分かれますが、実際
に製品化されているほとんどの機種がが質量分析型で、更にその
なかでも最も多用されているのが四重極型質量分析計です。
ですので「分圧計」と呼ばれるものは「四重極質型量分析計」が
主な機種となります。
四重極型質量分析計は、残留ガスをイオン化して、そのイオンを
特殊な電界をかけた4本の柱状の電極の中心付近を通過させます。
そのときの電界に応じ質量のイオンのみを感知することができるの
です。一般によく知られている磁場を利用した質量分析計(ローレン
ツ力によって質量分析を行う方法)と比べても、軽量、高感度、質量
数が似通った元素が重い元素も軽い元素も同じ特徴をもっているの
で、市販されている四重極型質量分析計が分圧計のほとんどを占め
ているのです。
真空計、分圧計、Qマス、Heリークディテクターのお問い合わせ
ご購入のご検討などは川口液化ケミカル株式会社までご連絡
ください。
TEL 048-282-3665
ありがとうございます
今日の埼玉のお天気は?
9月28日 日曜日
天気 くもり
気温 19℃(PM5:30)
です。
今日は肌寒いくらいに冷えましたね。
扇風機をしまってコタツを出す時期になってきましたね。
今日の環境情報は?
信号制御や税金で渋滞を減らすことに取り組んでいる
カナダのカルガリーでは・・・
・マイカー使用の減少
・バス一台当たり年間7570Lの燃料費削減
など環境政策としても多くの成果を上げているようです。
さて、日本は・・・?
真空の知恵 2008年09月27日
メタルシールの真空フランジで、エラストマーとしての能力
をもつガスケットであるヘリコフレックスと中空Oリングが用途
により利用されております。
「ヘリコフレックス」は、中心にスプリングがあってその周りを
アルミニウムでカバーしてあるので中空リング自体は、ステン
レス製のチューブで作られています。脱着可能ではありますが
そのシール面の傷には細心の注意が必要で、その平滑面は
それ相応の面粗度を要求します。ダイヤモンドカッターで鏡面
仕上げをした上、メタルシール自身による縦傷などはリークの
原因となります。
ヘリコフレックスシールの最大のメリットは、フランジの形状が
JISやICFなどのような汎用円形フランジに限らず、角型や長方
形などの変形フランジにも対応できることです。大型であり角型
のフランジが必要な超高真空仕様の装置などには適しています。
高真空、超高真空チャンバーの設計、製作、リーク試験など
川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
ありがとうございます
今日のさいたま市のお天気は?
9月27日 土曜日
天気 はれ
気温 22℃(PM6:10)
です。
さいたま市内では運動会シーズン真っ盛りです。
ここ数日、雨が多かったので、関係者は今日の
晴天がとても嬉しかったようです。
今日の環境情報は?
信号制御や税金で渋滞を減らすことに成功した街があります。
バスや緊急車両が交差点に近づくと自動的に信号が青に変わり
優先的に通れるシステムがカナダの人口100万都市カルガリー
などで導入されています。
ガスの知恵袋 2008年09月26日
同じガスでも種類がいろいろあることをご存じでしょうか?
例えば酸素ガスで、一般工業用の鉄を切断したりアセチレン
ガスと混合して溶接したり、水中の活魚に酸素冨化して元気を
だしてもらったりする「酸素ガス」は、一般工業用の約99%程度
の純度の成分保証されていないガスです。
ですが半導体用の酸化膜や酸素以外の不純物で、水分やハイ
ドロカーボン類などがごくごく微量でも含まれていると支障がある
ような場合には「高純度酸素ガス」が必要になります。
純酸素には次のようなグレードのものを用意しております。
O2 : 99.99995%up
N2 : 0.2 vol%
Ar : 0.05 vol%
THC : 0.02 vol%
CO : 0.02 vol%
CO2 : 0.02 vol%
※以下グレードで O2:99.999%up O2:99.9%up などがあります。
それ以外にも窒素の場合は・・・
99.99995%up
99.9998%up
99.9995%up
アルゴンガスでは・・・
99.9999%up
99.9995%up
99.999%up
ヘリウムガスでは・・・
99.99995%up
99.999%up
水素では・・・
99.99999%up
99.999%up
などがあります。
高純度ガスもそのガス種によってグレードも多種多様です。
高純度ガス、標準ガス(ゼロガス)、校正ガス、分析用スパンガスなど
川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
ありがとうございます
今日の埼玉川口のお天気は?
9月26日 金曜日
天気 くもり
ボンベ庫の温度 朝23℃、昼24℃、夜22℃
です。
大宮を出る時は、ブレザーを着ていると暑かったので
脱いでいました。
天童(山形)では、小雨が降っていたものの
ワイシャツでは風邪をひくほど寒かった(涼しいを超えてます)です。
山形の業者さんいわく、そろそろスタッドレスに履き替えを
考える時期だそうです。
今日の環境情報は?
出来ることからはじめましょう!
・できるだけ地元の食材を選びましょう
・有機農産物などを産直で手に入れましょう
・加工した食品を買わないように心がけましょう
・家庭菜園や援農を始めてみましょう
(ここ数日の参考文献 「大江戸庶民いろいろ事情(石川英輔著、講談社文庫)」
「江戸っ子は何を食べていたのか(大久保洋子著、青春出版社)」)
真空の知恵 2008年09月25日
高真空から超高真空までのフランジ部シールに
有効なフランジ規格がコンフラットフランジです。
アメリカのバリアン社で開発された Con Flat フラン
ジを原型としております。無酸素銅のガスケットを使
用するこのフランジはベーキングにも対応でき、オス
メスの無いフランジ同士で三角形の空間を作り、そこ
に柔らかい銅ガスケットが変形し倣うことで圧縮され
気密を保ち「キャプチャーシール」と呼ばれております。
このガスケットは変形するので再利用することはでき
ないので都度使い捨てて、新品を使うことになります。
国際規格化されたコンフラットフランジは、日本でも
1984年に真空協会の規格に制定されています。
真空機器、真空計、真空チャンバー製作、Heリークテ
ストのことなら川口液化ケミカル株式会社までご相談
ください。
TEL 048-282-3665
ありがとうございます
今日の埼玉のお天気は?
9月25日 木曜日
天気 晴れ
ボンベ庫の温度 朝20℃、昼24℃、夜25℃
です。
朝晩、涼しくて気持ちが良い最高の陽気ですね!
涼しい風がそよぎ、スズムシの鳴き声が季節のうつろいを
感じさせますね。
今日の環境情報は?
今という時代は、私たちの食事が更に遠くから食材を運び
肉類や果物、加工食品やお菓子など見た目はより豊かに
なっています。
しかし一方で、残留農薬や食品添加物などの食の安全性
の問題や食材を遠くから運んでくるエネルギーの問題、大量
の食品廃棄の問題など、普段私たちが見ようとしていない
問題がたくさんあります。
どちらの生活がより豊かなのでしょう?
この機会に考え直してみましょう!
MFC/MFM (マスフローコントローラ) 2008年09月24日
世の中で、最も精度よく微少流量を計測できるのがコリオリ式マスフローです!

サーマル式マスフローを使用していても微少流量については誤差が見逃せない
精度になっています。
そのことが原因となって、不具合や歩留まり向上ができなかったりしたことが
実は流量精度の不確かさによるものであることが少なくありません。
特にサーマル式の弱点である条件変化による誤差の発生が、無いとは言いま
せんが数値的に圧倒的な差があります。
上記写真のコリオリ式マスフローは、超微少流量から微少流量、小流量用コリ
オリ式で設定流量レンジは世界最小性能です。
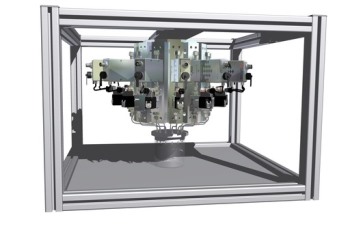
コリオリ式マスフロー10数種の液体自動投入システム
更には流量を計測するだけで無く、コントロール機能を持っています。
コリオリ式マスフローコントローラと、シャットオフバルブを組合せることで、
複数種の液体を同時に正確な質量を投入できます。
通常はポンプを使用しますがポンプは容積式ですので、実際は精密な充填
などには向いておりません。
温度変化、成分誤差、密度などが変化してしまうと、そのままその分がすべて
誤差となってしまっていることに、気付くことすらできないのです。
体積単位だとその誤差に気付くことができず、または見て見ないふりをしてきた
ことが、コリオリ式マスフローにより誤差を補正することで、電子天秤などで質量
を校正したりする必要がなく、非常に正確な流体の質量流量を計測しますので
電子天秤などでの確認作業がまったく不要になります。

上の写真のシステムは、なんと!
45種類の液種を同時に、尚且つ、超精密に投入可能なシステムで、これらの
流体それぞれを電子天秤計測と確認する手間が省けるのは、計り知れない
工程のスリム化になります。
また、それぞれのコリオリ式マスフローが個別に自動制御できますので、フリー
ソフトでPC制御によりさまざまなレシピの比率でコントロール可能です。
コリオリ式マスフローや各種マスフローコントローラー、マスフローメーター
のことなら 川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
ありがとうございます
今日の埼玉川口のお天気は?
9月24日 水曜日
天気 はれ
ボンベ庫の温度 朝22℃、昼26℃、夜27℃
です。
日中、八王子〜厚木方面にいた職人さんが
「久しぶりに結構暑かったな〜!」
とコメントしてました。
これから政局が激変する温度が伝わったかな・・・?
今日の環境情報は?
江戸時代のおかずは、名前だけですぐわかるような
お惣菜などが並んでいましたね。
冷蔵庫も長距離輸送も無い時代に、近郊で採れた
有機の野菜や近海の魚介などでこれだけ豊かな
食生活を過ごすことができていたんですよね〜。
真空の知恵 2008年09月23日
真空フランジでJISフランジのようにドルトナットを使用せず
簡単に着け外しできるフランジがクイックカップリング式のNW
KFフランジです。
有効内径は15〜50mmと細径の配管に適しています。テ
ーパー状のフランジをクランプで挟み込み接続させます。クラ
ンプは蝶ネジもしくはロック機構のついたレバーなどで閉じる
ことができるので短時間で作業完了できます。主に真空ポン
プの排気配管ラインなどで利用されることが多いフランジです。
径が大きくなるとクイックカップリング方式では逆に大きくなる
ため作業性が悪くなります。そのような大口径ではボルトナット
式かチェーン式のチェーンクランプが有効です。
真空機器、真空フランジ加工品、真空溶接、真空リーク検査など
川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
ありがとうございます
今日の埼玉のお天気は?
9月23日 火曜日
天気 はれ
気温 26℃
です。
王監督が現役監督を引退するそうです。
プロに入って50年!
第一線での活躍をし続けるということは
凄いことですよね!
夢を与え続けてくれて、ありがとうございます。
今日の環境情報は?
江戸時代のおかずって何があったのでしょう?
魚方
めざしいわし、(貝の)むき身切り干し、芝えびからいり
マグロみそ汁、たたみいわし。
季節ごとに、いわしつみれ、数の子、するめ付焼き、こはだ煮浸し
どじょう鍋、酢ダコ、焼きサンマ、焼きハマグリ、サンマ干しもの
しらす干し、さわらあんかけ、などなどです。
真空の知恵 2008年09月22日
日本で一般的な真空フランジは、JIS−2290にも規定される
JISフランジです。低真空から高真空まで幅広く利用されており
ます。
JISフランジは、VG(Oリング用溝付き)フランジとVF(溝無し)
フランジの組み合わせでOリングを潰して金属面に押し付けエラ
ストマーによりシールされているのです。
アメリカもJIS同様の溝付き・溝無しのASAフランジが規格化さ
れております。高真空側では 10 -6Pa 程度まで利用できますが
シール面のリークにより大気圧近くであっても大きく漏れることが
あります。
ヨーロッパでは両面溝無しでOリング断面より小さな厚さのセン
ターリング、インナーリングなどの冶具でOリングが逃げないよう
工夫されたものです。1986年正式にISO1609としてヨーロッパの
規格もISOフランジへとなっております。
真空チャンバー、真空計、真空ポンプメンテナンスなど
川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
ありがとうございます
今日の埼玉のお天気は?
9月22日 月曜日
天気 雨のち曇り
ボンベ庫の温度 朝19℃、昼19℃、夜19℃
です。
雨は恵みの雨だとつくづく思います。
晴天の日に、植物に水をあげないとどうなると思います?
環境変化に強いゴーヤでも、葉っぱが萎びて枯れますよ!
今日の環境情報は?
江戸時代のおかずとは?
精進方
八杯豆腐(あんかけ豆腐の一種)、こぶあぶらげ、きんぴらごぼう
焼き豆腐のすまし、ひじき白和え、切干煮付け、芋がらあぶらげ
あぶらげ付焼き。
季節ごとに、けんちん、ほうれん草ひたし、木の芽田楽、冬瓜くず煮
なす揚げ出し、ふろふき大根、山掛け豆腐、湯豆腐、納豆汁など