ガスの知恵袋 2013年05月18日
排ガス処理や毒性ガスの吸引防止用マスクなどに活性炭は使用されています。
活性炭の吸着特性は主にその深い細孔の壁面への吸着であり、また、その表
面の原料や製造条件などによりさまざまです。吸着剤表面の化学的性質を意
図的に変性させて特定のガスなどに対する吸着性能を向上させることができ
ます。
重クロム酸カリウムを添加した活性炭は、アルシンAsH3 やホスフィンPH3
を選択的に吸着させる能力が向上します。硝酸で酸化するとアミン、アンモ
ニアなどのアルカリ性物質を液相吸着し、アルコール、二酸化硫黄などを気
相吸着できます。防毒マスクなどに使用されている活性炭はこうした処理を
したものが使用されています。
吸着作用だけでなく触媒作用があり、ハロゲン化反応、酸化反応、脱酸素反
応を示します。一酸化炭素と塩素については、活性炭を触媒としてホスゲン
COCl2 を高い収率で得られます。芳香族炭化水素やパラフィンと塩素ガスは
ハロゲン化反応をしてハロゲン化物になります。亜硫酸ガス、一酸化炭素も
酸素、水と反応し硫酸、硝酸になり重油ボイラーの脱硫、脱硝への応用が期
待されております。他にもパラジウムや銅、金属塩により活性炭錯体触媒に
したものがオレフィンの酸化反応、重合反応の触媒となります。
排ガス処理装置、乾式除害装置、高純度ガス精製器など
川口液化ケミカル株式会社までお問い合わせください。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせください。
ありがとうございます
今日の埼玉県さいたま市のお天気は?
2013年5月17日 土曜日
※韓国国防省によれば北朝鮮が日本海の海上に短距離ミサイル3発を発射しました。
ミサイルは午前中に2発、午後に1発発射された様子で試験発射か訓練とみられます。
暑さ指数 22.3℃(注意)PM1:00 ※環境省HP
天気 はれ
気温 23℃(PM5:00)
本日の電力最大消費率は?
東電83%、北陸電ND、中部電86%、関西電75%、中国電ND、四国電ND、九州電88%
北海道電77%、東北電82%
です。
自分だけの世界に入らない
暗い人、重い人、調子が悪い人の共通点は
自分のことしか考えていない
明るい人、幸運な人、好調な人の共通点は
自分≦相手
になっている
(小田真嘉氏成長のヒントブログより)
by との
ガスの知恵袋 2013年05月17日
高圧ガスボンベは、日本国内では高圧ガス保安法に準じた技術上の基準で容器、バルブ
継手などが使用されております。
近年、海外製のボンベを輸入して日本で使用したり、日本製の装置と一緒に日本製ガスボン
ベ仕様で輸出した後、海外製ボンベボンベで使用する場合など、さまざまなケースが出て参り
ました。アメリカ、ヨーロッパなど規格が明確な継手の場合、型式などがはっきりしていれば変
換ジョイントを製作は可能です。
※規格が公表されていない新型規格や寸法、規格が不明確な場合、現品をお預かりして
試作することで対応いたします。

イギリス製 BS規格 NO,3 オス x 日本製 φ22,14山右オスネジ(真鍮製)

日本製 φ22,14山 x メスネジアメリカ製 CGA規格 CGA320オス(真鍮製)

アメリカ製 CGA規格 CGA320オス x 日本製 φ22,14山メスネジ(真鍮製)
CGA規格やBS規格、その他海外製高圧ガス規格と日本製継手との変換ジョイントのことなら
川口液化ケミカル株式会社までご相談下さい。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせ下さい。
ありがとうございます
今日の埼玉県川口市のお天気は?
2013年5月17日 金曜日
暑さ指数 19.2℃(ほぼ安全)PM1:00
※「世界のホンダ」が、最高峰の自動車レースに復帰します!
ホンダの伊東孝紳社長が記者会見し、2015年のフォーミュラワン(F1)復帰を発表しました。
16戦で15勝した11988年と同様、英国の名門チーム「マクラーレン」と再び組み、7年ぶり4度目
の参戦で、通算73勝目を目指します。
がんばれホンダ!がんばれニッポン!
天気 はれ
ボンベ庫の温度 朝19℃、昼25℃、夜24℃
本日の電力最大消費率は?
東電87%、北陸電85%、中部電89%、関西電77%、中国電83%、四国電86%、九州電85%
北海道電73%、 東北電83%
です。
お食事「ゆにわ」チコ店長ブログより
立夏(りっか)
竹笋生(たけのこしょうず)
“竹笋” (ちくじゅん) とは
“筍” (たけのこ) のことです。
“笋(たけのこ)”は筍(たけのこ)の別字体です。
たけのこがひょっこりと出てくる頃になりました。
たけのこは「たかんな」と呼ばれることもあり、
古事記にその名が見られるように、
古くから食用とされてきました、
また、たけのこの煮汁は
麻疹(はしか)に効くとの民間療法もあります。
竹が日本人の生活に欠かせないものであったことは、間違いないでしょう。
春になると、たけのこの香りと食感が恋しくなるのも
日本人ならではでしょうか。
by との
CNG (圧縮天然ガス) LNG (液化天然ガス) 2013年05月16日

天然ガスボンベ
「天然ガス」(ボンベ詰めしたガス)やってます!

天然ガスボンベとアセチレンボンベ(7kg)の大きさ比較
いわゆる都市ガスは、みなさんの事業所やご自宅に地中の配管を伝って流れていきます。
事業所であれば燃焼炉用のバーナーとか、個人宅であればお台所のコンロやお風呂のお釜
用燃焼ガスとして多くの皆様に使われております。
この「都市ガス」(天然ガス)がガスボンベに入ったものは、東京ガスでは売っていません。
川口液化では「天然ガスのボンベ」売ってます!

CNG 圧縮天然ガスボンベ
ボンベ容量 : 51.1L
ボンベ重量 : 60kg
最高充填圧力: 19.6MPa
耐圧試験圧力: 32.7MPa
ガス組成 : CH4+C2H6+C3H8+C4H10 都市ガス13A
高圧ガス保安法で規定されたCNGボンベでは、ガス名表記が混合ガスになっています。

13A(都市ガス)= CH4+C2H6+C3H8+C4H10
都市ガスを使用しての機器燃焼テストや都市ガス用各種機器試験ガスとして
LNG(液化天然ガス)もやってます!
※液化天然ガスボンベもご用意致します
CNG , LNG 圧縮天然ガス、液化天然ガス(容器充填のもの)のことなら
川口液化ケミカル株式会社までご相談下さい。
TEL 05-8881-7393
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせください。
ありがとうございます
今日の埼玉県川口市のお天気は?
2013年5月16日 木曜日
暑さ指数 22.2%(注意)PM1:00
※情報通信研究機構は太陽の表面で起きる大規模な爆発現象の「太陽フレア」が
5月13~15日に4回連続して発生し、太陽活動の極大期がピークを迎えたと発表
しました。今後も激しい活動によって、通信・放送衛星の障害や大規模停電が
起きる恐れもあり、関係機関に警戒を呼びかけています。
天気 晴れのち雨
ボンベ庫の温度 朝22℃、昼28℃、夜24℃
本日の電力最大消費率は?
東電90%、北陸電91%、中部電90%、関西電80%、中国電85%、四国電89%、九州電87%
北海道電82%、東北電88%
です。
自分の正しさを証明しても、何も変わらない
「自分は正しくて、相手が間違っている」
と思っている限り
事態は悪化していき
根本的に解決はしない
そもそも
自分の対応のひとつで
相手から何を引き出してしまうのかが変わる
相手を怒らせてしまうのは
こちらの対応(思いやりの欠如や表現力不足)が原因
悪いように誤解をされるのも
こちらの姿勢(誠実さ)の問題
そもそも
いざというときに
日頃、何を思って、何を優先させているのか?
いつも、どのように接しているのか?
それらが、単にあらわれるだけ
常に、目の前で起こる出来事は正しい
自分が思っている自分と
相手が感じている自分との差を
正していくことで
ようやく物事や関係は進んでいく
(小田真嘉氏成長のヒントブログより)
by との
ガスの知恵袋 2013年05月15日
高圧ガスの除害設備などでも多く利用されている吸着剤は、本来化学吸着と
物理吸着の二つの作用によるものです。
それぞれその作用は異なり、化学吸着は表面で化学的な結合力で吸着して選択
的に吸着し単分子吸着層を形成し、高い吸着熱を発します。物理吸着では、分
子の凝縮などにより表面の全面に均一に吸着し、多分子吸着層を形成して化学
反応に近い現象のため吸着速度が遅いのが特徴です。
水素分子の金属表面への吸着を例にとると、金 Au の表面にはファンデルワール
ス力が働く距離まで近付いて物理吸着をします。クロム Cr 表面では、やはりフ
ァンデルワールス力の作用で近付きゆるく吸着しますが、更に接近した分子はク
ロム表面上で共有結合により化学吸着されます。
金属表面へのガス分子の吸着は、その組み合わせにより化学吸着または物理吸着
が決まります。化学反応性の高い酸素や不飽和結合を持つアセチレン C2H2 、エ
チレンC2H4 は、ほとんど全て金属に化学吸着をします。化学反応性の低い窒素
は遷移金属には化学吸着しますが、非遷移金属には弱い化学吸着となります。非
活性の金には、酸素も窒素も化学吸着することはありません。
有毒ガスなど排ガスを処理する乾式除害装置のことなら
川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせください。
ありがとうございます
今日の埼玉県川口市のお天気は?
2013年5月15日 水曜日
暑さ指数 23.8℃(注意)PM1:00 ※環境省HP
※NTTドコモが2013年夏モデルとして、スマートフォン9機種、タブレット1機種
らくらくホン1機種の計11機種を発表しました。
スマートフォンの新機種は、ソニーモバイル製「Xperia A SO-04E」、サムスン製
「GALAXY S4 SC-04E」、シャープ製「AQUOS PHONE ZETA SH-06E」、富士通製
「ARROWS NX F-06E」、LG製「Optimus it L-05E」、NECカシオ製「MEDIAS X N
-06E」、パナソニック製「ELUGA P P-03E」、シャープ製「AQUOS PHONE si SH
-07E」の8機種と、ディズニーモバイルとドコモによるブランド「Disney Mobile on
docomo」向けの富士通製「Disney Mobile on docomo F-07E」の計9機種。
天気 はれ
ボンベ庫の温度 朝21℃、昼27℃、夜25℃
本日の電力最大消費率は?
東電90%、北陸電91%、中部電90%、関西電82%、中国電81%、四国電89%、九州電88%
北海道電84%、東北電85% ※電力使用量計測サイト
です。
遠慮は不要、しかし配慮は必要
理想や正論を掲げて突き進んでいたら
人の心を察する繊細さを失ってしまう
そうは言っても
周りとぶつかることを恐れていたら
今度は、小さくまとまってしまう
立てた柱は愚直に貫いて
あとは
ぶつかりながら
人の心を学んでいく
(小田真嘉氏成長のヒントブログより)
by との
ガスの知恵袋 2013年05月14日
高圧ガスボンベは「パッキン」を使用して調整器やフレキホース(連結管)などと接続します。
※LPガスOリングシール継手、フロンガスフレア継手などパッキン不要のものもございます。
え?
パッキンが無いからシールテープ巻いて使っているなんていうのはNGです!
※ネジ山が微妙に合わない場合も同様です!
日本国内の高圧ガスボンベ継手は、ほぼ明確に継手の規格が決まっていて、パッキンを
使用してガス漏れを止めています。
代表的なガスボンベ継手に使用されているパッキンの種類とガス種の組み合わせおよび寸法
などをご紹介いたしましょう。
汎用高圧ガスボンベ用パッキン 外径φ18 x 内径φ10.8 x 厚さt=2mm
※窒素、酸素、アルゴン、空気、炭酸、ヘリウム、水素、アンモニア、硫化水素、二酸化硫黄、塩素など
N2,O2,Ar,Air,CO2,He,H2,NH3,H2S,SO2,Cl2
材質 : ダイフロン、テフロンなど
ボンベ継手 : W22,14用
腐食系高圧ガスボンベ用パッキン 外径φ23 x 内径φ10.5 x 厚さt=2mm
※アンモニア、硫化水素、二酸化硫黄、塩素、塩化水素など
NH3,H2S,SO2,Cl2,HCl
材質 : ダイフロン、テフロンなど
ボンベ継手 : W26,14用
超高圧ガスボンベ用パッキン 外径φ27 x 内径φ16 x 厚さt=2mm
※窒素、酸素、アルゴン、空気、炭酸、ヘリウム、水素など
N2,O2,Ar,Air,CO2,He,H2,NH3,H2S,SO2,Cl2
材質 : ダイフロンなど
ボンベ継手 : W30,14用
他にも高圧ガス圧力計、安全弁、連結管、配管調整器、カードル用なども、次のようなものがあります。
汎用高圧ガス圧力計用パッキン 外径φ11 x 内径φ6 x 厚さt=1mm
※窒素、酸素、アルゴン、空気、炭酸、ヘリウム、水素など
N2,O2,Ar,Air,CO2,He,H2
材質 : ダイフロンなど
ボンベ継手 : G1/4″ (PF1/4″) 用
汎用高圧ガス圧力計・安全弁用パッキン 外径φ14 x 内径φ8 x 厚さt=2mm
※窒素、酸素、アルゴン、空気、炭酸、ヘリウム、水素など
N2,O2,Ar,Air,CO2,He,H2
材質 : ダイフロンなど
ボンベ継手 : G3/8″ (PF3/8″) 用
汎用高圧ガス圧力計・安全弁用パッキン 外径φ24 x 内径φ15 x 厚さt=3mm
※窒素、酸素、アルゴン、空気、炭酸、ヘリウム、水素など
N2,O2,Ar,Air,CO2,He,H2
材質 : ダイフロンなど
ボンベ継手 : G3/4″ (PF3/4″) 用
汎用高圧ガス連結管用パッキン 外径φ29 x 内径φ10 x 厚さt=3mm
※酸素、アセチレン、プロパンなど
O2,C2H2,C3H8
材質 : ナイロンなど
ボンベ継手 : 3/4″-16UNF用
汎用高圧ガス配管調整器用パッキン 外径φ16.5 x 内径φ10.8 x 厚さt=2mm
※窒素、酸素、アルゴン、空気、炭酸、ヘリウム、水素など
N2,O2,Ar,Air,CO2,He,H2
材質 : ダイフロンなど
ボンベ継手 : G1/4″ (PF1/4″) 用
汎用高圧ガス配管用パッキン 外径φ29 x 内径φ20 x 厚さt=3mm
※窒素、酸素、アルゴン、空気、炭酸、ヘリウム、水素など
N2,O2,Ar,Air,CO2,He,H2
材質 : ダイフロンなど
ボンベ継手 : G1″ (PF1″) 用
汎用高圧ガスカードル連結管用パッキン 外径φ30 x 内径φ20 x 厚さt=3mm
※窒素、酸素、アルゴン、空気、ヘリウム、水素など
N2,O2,Ar,Air,He,H2
材質 : ダイフロンなど
ボンベ継手 : W34用
※ガス継手の寸法、左・右、材質の適合など、都度ご確認いただきご利用ください。
高圧ガスボンベおよび高圧ガスパッキン、高圧ガス配管工事のことなら
川口液化ケミカル株式会社までご相談下さい。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせください。
ありがとうございます
今日の埼玉県川口市のお天気は?
2013年5月14日 火曜日
暑さ指数 24.6℃(注意)PM1:00さいたま ※環境省HP
※原子力規制委員会が敦賀原子力発電所直下を走る断層問題の最終判断を
「活断層の可能性が高い」という報告書をまとめる見通しです。
天気 はれ
ボンベ庫の温度 朝22℃、昼29℃、夜28℃
本日の電力最大消費率は?
東電90%、北陸電85%、中部電90%、関西電80%、中国電85%、四国電81%、九州電86%
北海道電84%、東北電86%
※電力使用量計測サイトより
です。
「あるがまま」と「わがまま」は違う
周りの目を気にして
飲み込んだ本音は
消化不良になって
体内で悪さをする
すると次第に
本音(あるがままの自分)がわからなくなっていく
逆に
周りのことを考えず
思うがままに振る舞っていたら
心が腐敗していき
悪臭を放つようになる
すると次第に
その臭み(わがまま)によって
本来の目的や進む方向を見失ってしまう
心を解放して、あるがままの自分でいること
周りを思いやって、わがままな自分を捨てること
その両方とも大事
(小田真嘉氏成長のヒントブログより)
by との
ガスの知恵袋 2013年05月13日
高圧ガスを使用する機器装置や真空装置では、反応熱やポンプなどの発熱を抑えるために
冷却水による熱交換や空冷のファンで直接冷却するなどのして利用されています。
水のコスト感覚がゆるい日本国内では、冷却水はタダ(お金が掛からない)のイメージで地下
水や水道水をどんどん流して冷却する使い方が多かったのですが、地盤沈下や水道水のコス
トを厳密に研究室単位で管理するようになり、使い捨てではなく、冷やし直して何回も回転させ
て使用するチラー+循環系で使用することが一般的になりました。
そこで問題になるのが配管内部に溜まる固形物によるトラブルです。
水の中に含まれる成分が様々な要因により析出し、最悪の場合冷却水が循環する邪魔になり
装置が冷却できず自動停止してしまうといった実務上のトラブルにもなりかねません。
実はこの固形物は、硬水に含まれるカルシウムやマグネシウムのイオンが固化したものが多い
ようです。

冷却水配管中の流量計に溜まっていた固形物
私たちの利用している水には、主にカルシウムイオンとマグネシウムイオンが含まれていて
水1000ml中に溶けているカルシウムとマグネシウムの量を表わした数値を「硬度」といいます。
WHO(世界保健機関)の基準では、硬度が120mg/l以下を「軟水」、120mg/l以上を「硬水」とい
い、簡単にいうとカルシウムとマグネシウムが比較的多く含まれる水が硬水になり、東京の水道
水の硬度は 60mg/l 前後で軟水ということになります。
これらイオンが多く含まれる冷却水は固形物が付きやすいため、軟水を流した方がよいのです。
既に流れている水が硬水に近い場合は、軟水に変化させることのできる軟水器を利用すれば
固形物が出来難いということになります。

スケールと呼ばれる固形物が溜まってしまった冷却水配管内
「軟水装置」は、冷却水配管内に流れている硬水を軟水に変化させることはできますが、既に固
まってしまった固形物を除去したり、溶かしたりすることはできませんので上の写真のようかなり
の量が溜まっている場合には、配管自体を除去したり、スケールが多く溜まっている部分を取り
除いたりしてから軟水装置により更に固形物が出来ないよう、溜まらないように使うものになりま
す。
各種ガス配管や排ガスダクト配管、真空配管、液体窒素用真空二重配管まで
川口液化ケミカル株式会社へご相談下さい。
TEL 048-282-3665
FAX 048-281-3987
E-mail : nfo★klchem.co.jp
※★を@に変えてお知らせ致します。
ありがとうございます
今日の埼玉県川口市のお天気は?
2013年5月13日 月曜日
暑さ指数 22℃(PM1:00)
※JR東日本は5月13日、運転士や車掌を対象に約7000台のiPad mini
を導入するそうです。
目的は?
・輸送障害発生時など乗務員が決められた列車以外の列車を担当する場合に、
直接、乗務員の携行するタブレット端末に列車のダイヤ等運転に必要なデ
ータを送付して対応を迅速化、輸送品質の向上を図ります。
・輸送障害時の列車の運転状況の収集および車内や駅でのご案内にタブレット
端末を活用して、サービス品質の向上を目指します。
・乗務員に関する多くのマニュアル類を電子化して閲覧する機会を増やすことで、
輸送障害時における対応能力向上や知識・技能の維持向上に役立てる。また、
乗務員は2キロ以上の重量があるさまざまなマニュアルを常時携帯しているが、
これらの重量を400グラム程度に大幅に削減、コンテンツの更新、管理作業も
軽減します。
だそうです。
天気 はれ
ボンベ庫の温度 朝17℃、昼22℃、夜22℃
本日の電力最大消費率は?
東電87%、北陸電85%、中部電92%、関西電78%、中国電83%、四国電80%、九州電89%
北海道電82%、東北電85%
です。
具体的に動くから、具体的な答えが出る
100個考えるよりも
1つ行動するほうが前に進める
考え過ぎれば
自分だけの世界に迷い込み
直感と思いやりが失われる
それよりも
今日接する人のために
具体的に行動をしているほうが
直感も冴えてきて
相手や周りに喜んでもらえるような
具体的なアイディアがひらめく
(小田真嘉氏成長のヒントブログより)
by との
ガスの知恵袋 2013年05月12日
高圧ガスボンベは簡単に捨てられません。
これは法律で1本1本のボンベが容器番号で管理され、容器の所属や所有者のほか
内容物のガスメーカーによる責任まで細かく規定されているからです。
自動車で言えば、空き地に車を投棄できないことと一緒です。

空き地に捨てられていた高圧ガスボンベ
勝手にガスボンベを投棄しますと、当然ですが容器を使用しているお客様にも責任
が及びますし、最近では内容物のガスの種類によっては数十万円の処理費用になる
ものも少なくありません。
一般的な、酸素、窒素、アルゴン、炭酸、ヘリウム、プロパンガスボンベなどであ
れば比較的取り扱いが多いため、ガス販売店を通じ容器耐圧検査所などに処分を依
頼すれば有償で廃棄処分が可能です。
しかし、毒性ガスや実験用小型輸入容器などの場合、ガスを製造したメーカーが引
き取りを拒んだり、売却した後の引き取り処分は一切しないとしているメーカーも
あります。あまりに古いガスボンベの場合、企業同士の合併によりその会社が存在
しないと存続会社は旧社名でのガスボンベ処理については関係ないと言われてしま
うこともあります。
高圧ガスボンベの処分については、決して容易ではなく、また、無償で処分が出来る
ことはほとんどありませんのでご注意ください。
高圧ガスや高圧ガスボンベ、高圧ガス調整器、高圧ガスバルブ、高圧ガス配管工事まで
川口液化ケミカル株式会社へご連絡下さい。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせください。
ありがとうございます
今日の埼玉県さいたま市のお天気は?
2013年5月12日 日曜日
花粉指数 10個未満 少ない
※埼玉県川口市は国土交通省が公募する自動車の「ご当地ナンバー」で
「川口」ナンバー導入を求める要望書を埼玉県に提出しました。県を通
して国交省に応募し、認められれば、2014年度中にも新ナンバーが採用
される見込みです。
天気 はれ
気温 18℃(PM9:00)
本日の電力最大消費率は?
東電83%、北陸電ND、中部電82%、関西電71%、中国電ND、四国電ND、九州電83%
北海道電81%、東北電83%
です。
今日は母の日
母がいてくれたおかげで
今の自分がいる
母の母がいてくれたおかげで
今の母がいる
母の母の母の母の母の・・・
数多のご先祖たちがいてくれたおかげで
今の自分の命につながっている
自分は連綿と続いてきた
命のリレーのトップランナー
胸に手を当て
自分の命の中に
多くの命を感じたとき
「あぁ、本当にありがたいなぁ~」
と、しみじみ感謝する
そのとき
今度は自分が
出会う人たちに
「何かしてあげたいなぁ~」
「少しでも喜んでもらえたら…」
「あの人のお役に立ちたい!」
と自然と思うようになり
感謝の気持ちが
次へとつながっていく
(小田真嘉氏成長のヒントブログより)
by との
ガス法規 2013年05月11日
高圧ガスをトラックなどに積んで運送する場合、高圧ガス保安法の「移動」の規制
を受けます。
その他にも、道路交通法や道路運送車両法のような一般的交通安全法令とは別に、危
険性のあるものを運送する場合の容器、包装、表示、積載、運送方法などについて以
下の法規の適用を受けます。
・船舶安全法 昭和八年法律第十一号
・鉄道営業法 明治三十三年法律第六十五号
・火薬類取締法 昭和二十五年法律百四十九号
・核原料物質、核燃料物質及び原子炉の規制に関する法律 昭和三十二年法律第百六十六号
・放射線障害防止の技術的基準に関する法律 昭和三十三年法律百六十二号
・航空法 昭和二十七年法律二百三十一号
・消防法 昭和二十三年法律百八十六号
・毒物及び劇物取締法 昭和二十五年法律第三百三号
容器の構造、材質、試験検査などに関し高圧ガス保安法と重複するものについては高圧
ガス保安法に委ねて毒劇物法では敢えて基準を設けていませんが、消防法の危険物と重
複するものについては毒劇物としての基準を別途定めて両法令に適合しなければならな
いとしています。規制項目自体は消防法などと同様のものですが、毒劇物法は消防法危
険物と同様に、容器、外装、試験、積載方法については国連勧告のような国際規格との
整合を重視したものとなっています。
高圧ガスボンベの移動や高圧ガス設備の移設、補修、改修、改造、新規ガス配管工事まで
川口液化ケミカル株式会社へご連絡ください。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせください。
ありがとうございます
今日の埼玉県さいたま市のお天気は?
2013年5月11日 土曜日
花粉指数 10個未満 少ない
※Jリーグ1部(J1)は各地で第11節の9試合が行われ、首位大宮が仙台に1-2
で敗れ、連勝が7で止まりました。昨年9月の浦和戦で始まったJ1記録の連続無敗
は21試合でストップし位横浜Mは名古屋に逆転勝ち、我らが浦和レッズは鹿島を3
-1で破り3位に浮上しました。

雨の中、鹿島に先制され嫌なムードから
那須選手の同点ゴールの後78分 興梠選手逆転ヘッド、89分 梅崎選手のトドメの一発!
天気 あめ
気温 18℃(PM11:00)
本日の電力最大消費率は?
東電90%、北陸電ND、中部電90%、関西電73%、中国電ND、四国電ND、九州電86%
北海道電88%、東北電87%
です。
モノの扱い方に、その人の生き方があらわれている
周りからなかなか理解されないのは
自分が相手の心の声をちゃんと聞いてないから
周りから大事にされずに、誤解されるのは
普段から大事なモノを雑に使っているから
誠実に「人」と向き合う
丁寧に「物」を取り扱う
それを続けている人が
一角の人物となる
(小田真嘉氏成長のヒントブログより)
by との
ガスの知恵袋 2013年05月10日
「ガス漏れ」という言葉からすると、ガンガンと勢いよくガスが漏れて即爆発
(可燃性ガスの場合ですが)のイメージあります。
しかし・・・
「ガス漏れしたところにタバコの火で引火」
「僅かな漏れでしたが極めて有毒なガスが漏洩し中毒」
以上のように、量はそれほどでなくとも事故に繋がることは少なくありません。
いずれにせよ事故に繋がらないような僅かな漏れであったとしても「ガス漏れ」
には違いはありません。
では、その極めて漏れの少ない「微少リーク」ってどんなものかご覧になった
ことありますか?
ガス配管工事現場で施行完了後に配管内にガスを満たし、漏れが無いかどうかを
スヌープ液(漏れがあると泡ぶくが発生する石鹸水のようなもの)を継手部など
にかけて漏れチェックをします。
すると・・・
作業員の右手モンキー先端で掴んでいる継手部に、シャボン玉のように大きな泡
が出来ていますね!
実は微少ではなく、見逃してはいけないそこそこの漏れ量に該当します。
ではこれはどうでしょう?

微少漏洩のある「カニ泡」:発泡試験NGの様子
スウェージロック継手 1/2″ (12.7mm) のナット部に、スヌープの環が出来てますが
その渕の部分に僅かにカニ泡が集まったような白い帯というか線が見えますね!
これが「微少リーク」の漏れです。
さあ!
ここが悩みどころです!
工事工程は余裕が無いし、もう日が暮れる。
漏れ検査を早く終わらせないと、残業代が嵩んでしまう!
などなど現場監督は判断を求められます。

漏れの無いスムープ液の浸かった継手部
そうですね!
周りの状況はいずれにせよ、ガス漏れが見つかった以上、しっかりと封止させ
事故にならないよう僅かな要因であっても目を潰しておかなければなりませんね!
ガスボンベの準備・手配、ガス配管工事の施行及び漏れを含めた完成検査など
川口液化ケミカル株式会社までご連絡くだいさい。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせください。
ありがとうございます
今日の埼玉県川口市のお天気は?
2013年5月10日 金曜日
花粉指数 10個入り 少ない
60年ぶりの大改修「平成の大遷宮(だいせんぐう)」が進む出雲大社で
今晩、大遷宮の最も重要な祭事「本殿遷座祭(せんざさい)」が営まれ、
2008年4月から仮殿に移っていた祭神・大国主神(おおくにぬしのかみ)
のご神体が、修復を終えた本殿に戻されました。
新しい本殿に祭神を迎えることで、その霊力が蘇(よみがえ)り、人心も
清らかになるとされています。
本殿前の楼門、八足門の提灯以外の明かりが落とされた中、千家尊祐
宮司や天皇陛下のお使い、神職ら約260人が行列をなして、神輿に載せ
たご神体を白い幕「絹垣」で囲んでゆっくりと本殿へ持ちこまれ、境内
では、氏子らが1953年以来となる祭事を見守っていました。
天気 はれ
ボンベ庫の温度 朝23℃、昼30℃、夜29℃
本日の電力最大消費率は?
東電86%,北陸電94%,中部電91%,関西電78%,中国電86%,四国電89%,九州電86%
北海道電85%,東北電83%
です。
大学受験塾ミスターステップアップ柏村真至氏ブログより
テストの点数が悪いと、
「自分はダメなんだ…」と責めたり、
「自分は頭が悪いんだ」と結論づけたりする人がいます。
自分を責めるのも、自分の頭のせいにするのも、カンタンです。
しかし、
このようなことを続けていると、ますますヤル気はなくなり、成績は下がり続ける一方です。
テストの結果が悪かったのなら、その原因を見極め、解決策を考えなければなりません。
・勉強時間が少ない → 勉強時間を増やす
・勉強法が間違っている → 『E判定からの大逆転勉強法』をもう一度読む
・参考書が自分に合っていない → カンタンで、薄い参考書に変更する
自分が考えた対策が正しいかどうかは、行動することによって初めて明らかになるのです。
行動を起こしてみても、思うように改善されないこともあるかもしれません。
それならば、次の解決策を考えて、行動に移すまでです。
いくつも試してみたけれど、何も変わらないということは無いでしょう。
どんな問題が立ちはだかっても、解決策を考え、行動に移す習慣を身につけるようにしてくださいね。
by との
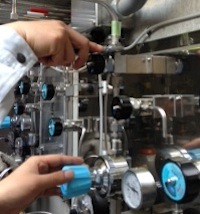
LN2 (液体窒素) 2013年05月09日
窒素ガスや酸素、アルゴン、炭酸ガスの場合、使用量が多く7m3(47L)ボンベではあっという間に
無くなってしまったり、連続使用でガス切れをさせてはいけない実験や製造装置の場合、窒素であ
れば容器1本で107m3の内容量を持つ液化窒素容器を使用します。
それでもボンベのガス切れが起こり得るような場合には、液化窒素容器を複数本数珠繋ぎにな並べ
集合装置(マニホールド)にして原料ガスを確保し、使用中の系統と、次に使用する予備の系統に分けて
系統ごとに交互に使用します。
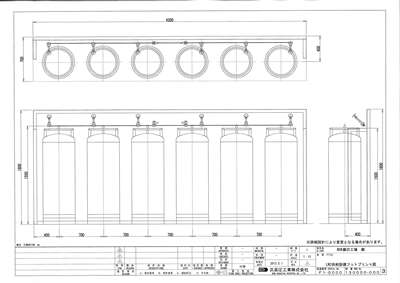
LN2 LGC 3本 x 3本(計6本) 集合装置
容器が7m3(47L)に比べ大型ですので、設置スペース(フットプリント)を確保する必要があり、また、
容器が液化ガスを満載したときには300~400kg 近い重量になりますので、床面もコンクリートなど
硬くないと容器の搬入搬出が儘なりません。
こうした液化ガス容器置き場の確保が、ガス供給設備として最優先になります。
設置場所は液化ガスの設備からの漏れなどを考慮すると、望ましくは酸欠などの危険がありますので
屋外または簡易ボンベ庫のような専用スペースが理想になります。換気設備の無い屋内の場合には
液化ガスボンベを設置することはお勧めできません。
液化ガスをご検討の場合には、川口液化ケミカル株式会社までご相談ください。
TEL 048-282-3665
FAX 048-281-3987
E-mail : info★klchem.co.jp
※★を@に変えてお知らせ下さい。
ありがとうございます
今日の埼玉県川口市のお天気は?
2013年5月9日 木曜日
花粉指数 10個未満 少ない
※9日の日本列島は高気圧に覆われて全国的に晴天となり、30度以上の真夏日を記録したのは
13府県の27地点で、近畿、東海、中四国、甲信地方では今年初めての真夏日になりました。
埼玉県秩父市で29.6度を記録するなど真夏日一歩手前まで気温が上がっています。
天気 はれ
ボンベ庫の温度 朝19℃、昼26℃、夜25℃
本日の電力最大消費率は?
東電86%、北陸電91%、中部電89%、関西電75%、中国電87%、四国電85%、九州電85%
北海道電87%、東北電83%
です。
惹きつけ上手は、踏み込み上手
周りの様子ばかりを伺っていたり
安全策ばかりとって挑戦しないなら
魅力は失われ
やがて人が離れていく
では
魅力はどこから生まれるのか?
・触ればヤケドするほど燃えている
・叩かれても貫きたいモノがある
・責任をもってやり遂げようとする
そういう人がいるだけで
周りは元気になり、明るくなって
さらに人が集まってくる
(小田真嘉氏成長のヒントブログより)
BY との